热线:021-66110810,66110819
手机:13564362870
热线:021-66110810,66110819
手机:13564362870
3.3应用MPEC改变土霉菌形态并提高洛伐他汀滴度
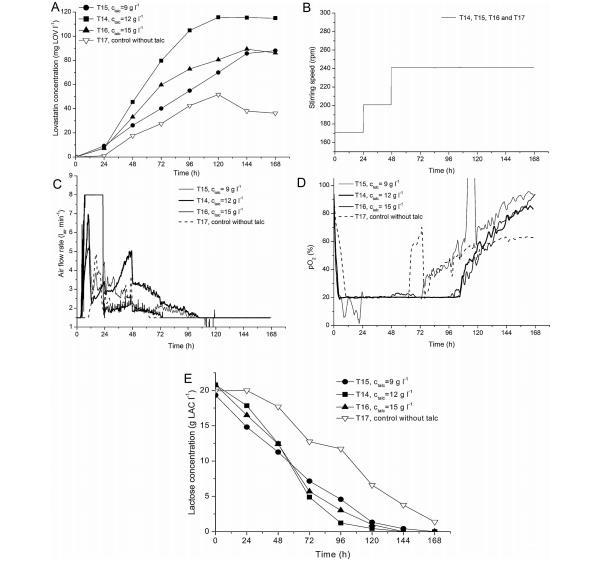
图4、在接种了含有不同浓度滑石粉微粒的预培养基的分批运行中,生产培养基中(A)洛伐他汀浓度(B)搅拌速度(C)空气流速(D)肉汤氧饱和度(E)乳糖浓度的时间变化。
为了减小土霉菌颗粒的大小并改变其结构,在批处理模式下用于接种生物反应器的预培养物中添加了不同量的滑石粉(9、12和15克/升)(分别为运行T15、T14和T16)(图4)。此外,还进行了接种标准预培养物的对照运行(运行T17)。为了研究微颗粒对洛伐他汀生产的影响,并尽量减少影响真菌形态的其他因素,这四次运行的搅拌速度具有相同的时间曲线,并手动控制在图4B所示的水平。这些水平是搅拌肉汤和延迟颗粒破坏(如果发生的话)的最佳水平。只改变了气流速率(以保持20%的氧饱和度)。
图4A显示了在预培养基中添加不同浓度滑石粉微粒的批次运行中生产培养基中的洛伐他汀浓度。对于12g/l的滑石粉,洛伐他汀滴度达到115mg LOV/l(运行T14),是对照运行T17中约50mg LOV/l的两倍。
在预培养过程中添加滑石粉微粒可促进在随后的生产培养过程中形成更小的颗粒,因此肯定有利于氧气进入菌丝体。因此,土霉菌消耗了更多的氧气(图4C和D)。在最有效的批次运行T14中,空气流速不仅在实验开始时(早期滋养阶段)较高,而且在48小时至72小时之间(即晚期滋养阶段)也较高。在T14试验中,空气流速是所有试验中最高的,直到96小时,乳糖浓度才达到1.2g LAC/l的低值(图4E)。此外,在这一实验中,以及在96小时时乳糖浓度稍高(3克LAC/l,图4E)的T16实验中,设定的20%氧饱和度比其他实验维持的时间更长(图4D)。96小时后,乳糖浓度通常会逐渐降低,直到所有实验结束。96小时后,所有实验中pO2的升高都表明真菌的活性降低,这可能是由于乳糖浓度过低(比较图4D和E),也可能是由于剪切力破坏了颗粒和菌丝。在对照运行T17中,空气流速的变化没有MPEC运行那么大,pO2水平开始上升的时间(72小时之前)也早于MPEC运行。尽管培养基中存在超过11g LAC/l的物质,但仍出现了这种情况(图4E)。在对照组T17中,菌丝被破坏是真菌失去活性的最可能原因。
此外,在MPEC T15和T16运行中,还观察到一些与通气有关的重要现象。在运行T16的前24小时,空气流速达到上限,而在运行T15时,氧气饱和度很难保持在20%(图4D)。这是因为在这些运行中,土霉菌的生长更加分散(没有大颗粒),这使得肉汤更加粘稠、更加非牛顿,因此更加难以通气。
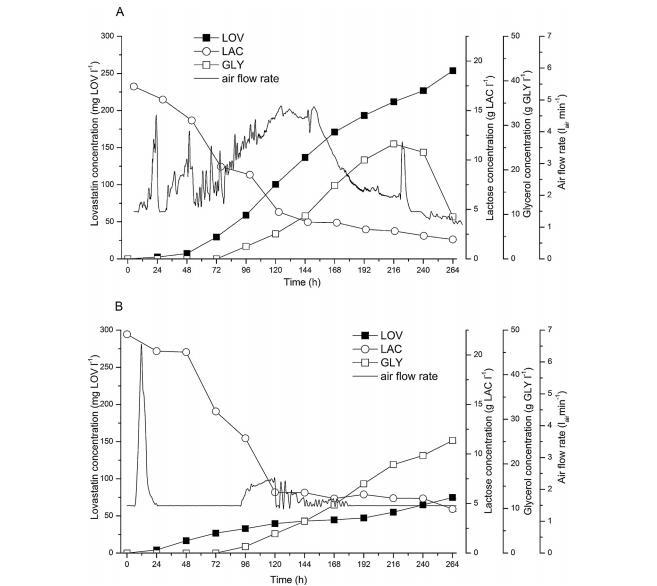
图5、洛伐他汀、乳糖和甘油浓度以及连续分批补料工艺(A)在预培养过程中添加12克/升滑石粉微粒(运行T21)和(B)不添加微粒(对照运行T24)的空气流速的时间变化。
鉴于在分批处理模式的生物反应器中使用滑石微粒能提高洛伐他汀的产量,我们决定测试在连续补料处理模式的生物反应器中使用滑石微粒是否也能提高洛伐他汀的产量。生物反应器的这种运行模式通常可以获得高滴度的次级代谢产物,因为与分批模式相比,补料可以避免底物的限制。因此,选择了以乳糖为初始底物的甘油补料连续补料批次培养。预培养使用12克/升滑石粉,因为这在之前的分批实验中效果最好。48小时后开始投料。
图5显示了添加(图5A)和不添加(图5B)滑石微粒(分别为实验T21和T24)的连续分批补料实验结果。实验条件与间歇实验类似。搅拌速度采用手动预设值,pO2控制在20%。滑石微粒的加入提高了洛伐他汀的滴度,而且比分批实验的滴度提高得更快:MPEC工艺(T21)的滴度为253毫克LOV/l,比对照实验(T24)的滴度高出3.5倍以上。滑石微粒的这种积极作用与培养曲线中的一些差异有关。首先,在MPEC过程(T21)中,乳糖消耗得更快,在264小时时达到1.5克LAC/l的残留值。需要注意的是,在补料底物甘油的情况下,情况正好相反,在MPEC运行中甘油的含量更高。其次,在MPEC过程(T21)中,与对照运行T24相比,在整个培养过程中需要更高的空气流速才能将氧饱和度维持在20%的设定值上(图5)。最后但并非最不重要的一点是,滑石微粒的存在所引起的形态变化最终导致了洛伐他汀产量的增加。
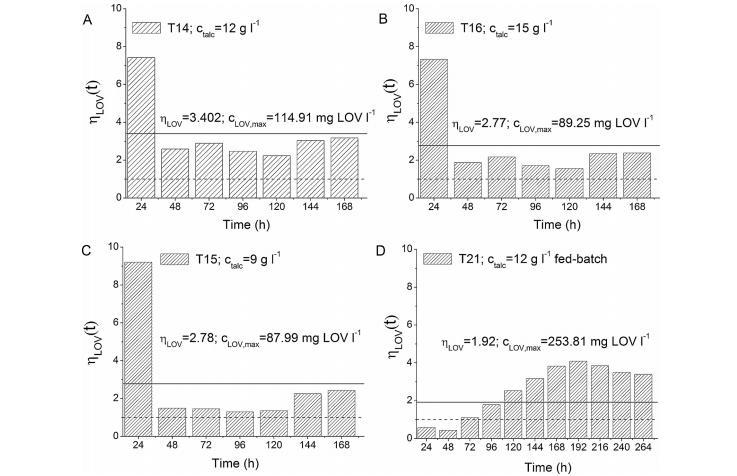
图6、A.12g/l(B)15g/l(C)9g/l的批次培养和(D)12g/l的分批补料培养中,在土霉菌的预培养中添加滑石微粒对洛伐他汀滴度比和最大洛伐他汀滴度的影响;水平虚线表示LOV(t)值等于1(微粒无影响),水平实线表示平均LOV值。
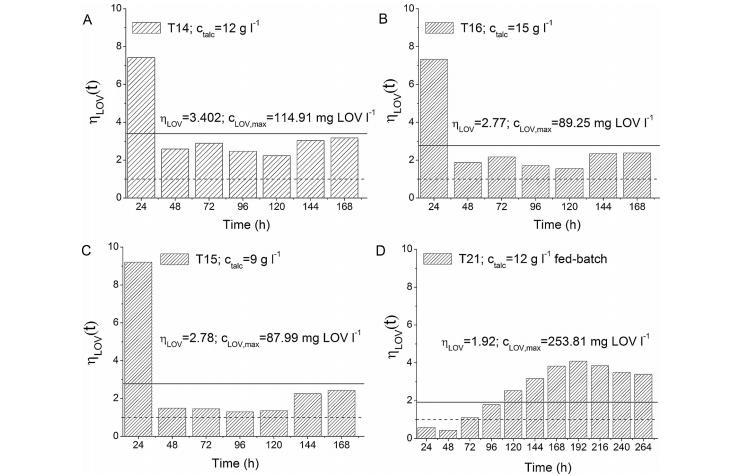
图6显示了实验中每小时的最高洛伐他汀浓度以及洛伐他汀滴度比LOV(t)的值。该比率的计算方法是,在MPEC工艺(运行T14、T15、T16和T21)中,给定小时的洛伐他汀浓度与不含滑石粉微粒的对照运行(分批运行为T17,分批补料运行为T24)中同一小时的洛伐他汀浓度之比。此外,还计算了每次实验中这一比率的算术平均值,用LOV表示。
使用滑石粉的分批实验(T14、T15和T16)在24小时内得出的洛伐他汀滴度比值最高(图6A-C)。然而,这种积极作用随着培养时间的延长而减弱。尽管如此,T14(T17为对照组)的平均LOV值仍为3.4。在连续分批进行的T21试验(T24试验为对照)中,趋势有所不同。在工艺开始时几乎看不到积极的影响,但微粒的存在和生物反应器的补料使洛伐他汀滴度比在整个培养过程中保持在一个较高的水平,最终产生了最高的洛伐他汀滴度(超过250毫克LOV/l)。
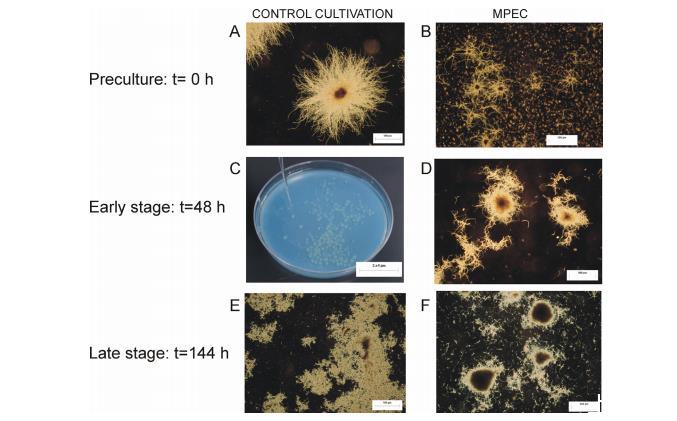
图7、使用滑石粉微粒改变预培养后土霉菌形态的变化。图中的不同部分在文中(第3.3节末尾)有解释。
使用MPEC后,土霉菌生产洛伐他汀的所有这些积极变化都与颗粒结构和大小的变化有关。图7显示了实验不同阶段的颗粒。首先,滑石微粒的添加导致预培养的颗粒变小(比较图7A和B)。在孢子数量相同的情况下,不添加微颗粒时,预培养物中颗粒的平均直径约为500-700米(图7A)。经形态改造的颗粒至少小三倍(图7B)。因此,在MPEC培养过程中,生物反应器中没有出现大颗粒(即直径约为1500-2500米的颗粒),但在对照实验的48小时内可以看到它们(图7C)。在不使用滑石粉的情况下,虽然形成了大颗粒,但在许多情况下,它们在运行后期由于剪切应力而被破坏,形成分散的形态(图7E)。虽然乍一看这种分散的形态似乎更有利于氧气的传输,但它并不能保证良好的洛伐他汀滴度。经过形态改造的小颗粒大部分未被破坏(观察到的自由分散的菌丝较少),而且足够小(约300-500μm),这才保证了氧气能够很好地进入菌丝(图7D和F)。因此,为了改善洛伐他汀的生物合成,需要"自然"形成小颗粒和分散的菌丝:这种形态不应该是大颗粒被破坏的结果。总之,微小颗粒因其稳定的结构和最小的氧传递阻力,是生产洛伐他汀的最佳选择。
 相关新闻
相关新闻